无论您是初次接触还是已经熟悉,我们的发货及时的27simn公司产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:三门峡陕县发货及时的27simn公司的图文介绍


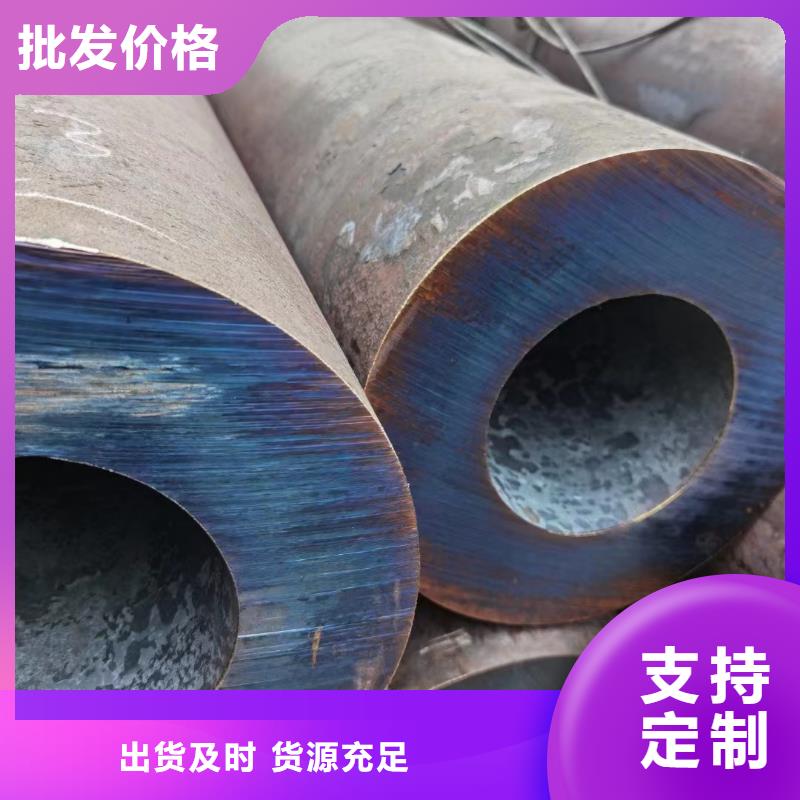
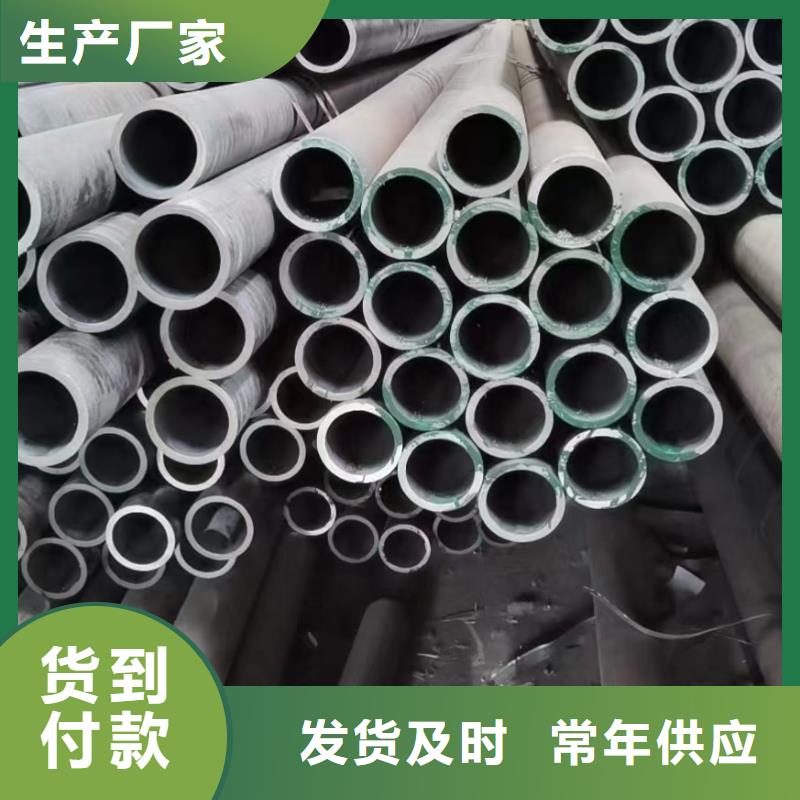
三门峡陕县无缝钢管厂生产方法,无缝管分热轧管、冷轧管、冷拔管、挤压管、顶管等。按照断面形状,无缝钢管分圆形和异形两种,异形管有方形、椭圆形、三角形、六角形、瓜子形、星形、 带翅管多种复杂形状。 直径达650mm,小直径为 0.3mm。根据用途不同, 有厚壁管和薄壁管。无缝钢管主要用做石油地质钻探管、石油化工用的裂化管、锅 炉管、轴承管以及汽车、拖拉机、航空用高精度结构钢管。 沿其横截面的周边上无接缝的钢管。根据三门峡陕县无缝钢管厂生产方法不同分为热轧管、冷轧管、冷拔管、挤压管、顶管等,均有各自工艺规定。材质有普通和优质碳素结构钢(Q215-A~Q275-A和10~50号钢)、低合金钢(09MnV、16Mn等)、合金钢、不锈耐酸钢等。按用途分为一般用途的(用于输水、气管道和结构件、机械零件)和专用的(用于锅炉、地质勘探、轴承、耐酸等)两类。



三门峡陕县冷轧(拔)无缝钢管主要生产工序: 坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验 三门峡陕县无缝钢管与焊管有哪些区别? 三门峡陕县无缝钢管和焊接钢管区别在焊管内壁有焊筋,而无缝的没有。 三门峡陕县无缝管压力更高,焊管一般在10个左右MPa,现在焊管有做无缝化处理的。无缝钢管是在轧制中一次成型的。焊接钢管需要卷制后焊接而成,一般有螺旋焊和直焊。性能无缝管要好一些,当然价也高一些。无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管具有中空截面,大量用作输送流体的管道。焊管是指用钢带或钢板弯曲变形为圆形后再焊接成的、表面有接缝的钢管。 焊管采用的坯料是钢板或带钢。 辨认方法:看管子内部,,因为外部都会处理的,焊管是里边有条缝隙有的可以看到,有的处理,就不容易看到,你可以用手慢慢触摸,再或者看规格,焊管都比较薄的,焊管是用不锈钢钢带用机器直接做出来的(卷起来的),无缝是用圆钢或者管坯穿孔穿起来的。


天恒源钢铁(陕县分公司)以合理的价格、热情的服务态度、精湛熟练的售后保障对您提供优质服务。我们本着交货迅速、实行三包、跟踪服务等经营原则竭诚为广大用户服务。我公司把顾客放在优先位置,建立起了 【高压无缝钢管】产品售前、售中、售后服务规范,、全过程满足顾客要求,使我们的 【高压无缝钢管】产品和服务深得顾客的信赖,与顾客建立起了长期合作和互利关系。



三门峡陕县Q355E无缝钢管厂家品牌发展前景广阔,因为在市场上具有一定的综合实力和品牌美誉度,具有较强的核心竞争力。未来,Q355E无缝钢管行业的发展也将保持高速稳定的发展速度。选择加盟品牌Q355E无缝钢管产品的商家,无疑在未来的业务发展中拥有一片蓝海,因为公司将用先进的理念和经销商一起走向Q355E无缝钢管行业发展的前端。首先,有利的因素是会议带来的好处。此外,目前三门峡陕县武钢无缝钢管主流规格报价为5650元/吨,三门峡陕县地区报价为5750元/吨。两者价差接近100元/吨 根据运费计算,如果从武汉运到天津,贸易商仍有获利空间,因此有商家表示可能会将部分资源流向天津和其他获取利润的场所;西南地区呈上涨趋势,但涨后成交放缓。促进信贷、股市、债市、汇市、楼市发展,及时跟踪监督,守住底线,留住潜力。人员成本,以及大量的研发创新,机器设备的采购、维护和保养需要大量,加上物流运费、导购、房租、水电、所得税等费用,终利润却低得可怜。


无缝钢管除锈防腐工艺流程介绍:除锈是管道防腐工艺中重要的一项内容,目前除锈方法有很多,像人工除锈、喷砂除锈以及酸洗除锈等等。其中人工除锈、机械除锈以及涂装除锈(防腐刷油)是相对常见的除锈方式,以下就这三种除锈工艺的具体操作要求为您作简单介绍。三门峡陕县无缝钢管人工除锈 用刮刀、锉刀将管道、设备及容器表面的氧化皮、铸砂除掉,再用钢丝刷将管道、设备及容器表面的浮锈除去,然后用砂纸磨光,较后用棉丝将其擦净。第二、三门峡陕县无缝钢管机械除锈先用刮刀、锉刀将管道表面的氧化皮、铸砂去掉;然后一人在除锈机前,一人在除锈机后,将管道放在除锈机内反复除锈,直至露出金属本色为止;刷油前,用棉丝再擦一遍,将其表面的浮灰等去掉。第三、三门峡陕县无缝钢管防腐刷油管道、设备及容器阀门,一般按设计要求进行防腐刷油,当设计无要求时应按下列规定进行:1、明装管道、设备及容器必须先刷一道防锈漆,待交工前再刷两道面漆,如有保温和防结露要求应刷两道防锈漆; 2、暗装管道、设备及容器刷两道防锈漆,第二道防锈漆必须待 道漆干透后再刷,且防锈漆稠度要适宜; 3、 埋地管道做防腐层时,若在冬季施工,宜用橡胶溶剂油或航空汽油溶化30甲或30乙石油沥青,重量比:沥青∶汽油=1∶2,防腐涂漆的方法一般有两种:①手工涂刷:手工涂刷应分层涂刷,每层应往复进行,纵横交错,并保持涂层均匀,不得漏涂或流坠;②机械喷涂:喷涂时喷射的漆流应和喷漆面垂直,喷漆面为平面时,喷嘴与喷漆面应相距250~350mm,喷漆面如为圆弧面,喷嘴与喷漆面的距离应为400mm左右,喷涂时,喷嘴的移动应均匀,速度宜保持在10~18m/min,喷漆使用的压缩空气压力为0.2~0.4MPa。








 扫一扫
扫一扫